圧縮ばねの用途は広範囲で、圧縮ばねの使用形状や目的、ユーザーとの取り決めなど様々なので、試験方法も多種にわたっています。ここでは、代表的なばねであるコイルばねのうち、圧縮ばねの測定方法と注意点について説明します。
実際に押しばね(圧縮ばね)を製造している動画です。この動画では、文房具に使われる押しばねを製造しています。
ばねの検査器具について
一般に、ばねの寸法はノギスかマイクロメーターで測定します。ノギスは厚さ・幅・外径・内径・段差のある幅・穴の深さなどを高い精度で計測(100分の5㎜単位まで計測可能)できる道具です。マイクロメーターは対象物をはさみ込んで、大きさを測定する工具です。

上写真:ノギス 下写真:マイクロメーター
測定について
圧縮ばねの主な測定箇所は「線径」「コイル径」「自由長」「巻数・巻方向」「ピッチ」の5箇所になります。測定箇所ごとに詳しく説明します。
1.線径
製造後の圧縮ばねを測定する際、材料が変形し測定値が規格に収まらない場合があります。成形後にチェックする場合は、なるべく加工変形の小さい箇所を測定します。ノギスまたはマイクロメーターを用いて測定します。
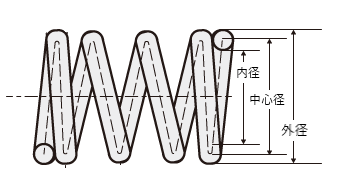
2.コイル径
コイル径とは内径、外径、中心径をさします。圧縮ばねのコイル径の測定は通常外径で行うのが多いですが、必要に応じて内径で測定することもあります。コイルの内側に部品が入る場合、内径の測定精度は特に重要です。一般的にノギスで測定しますが、精密なばねではマイクロメーターを用いることもあります。
3.自由長
圧縮ばねの自由長はノギスまたは投影機で測定します。場合によっては、荷重選別機などを使用する場合もあります。
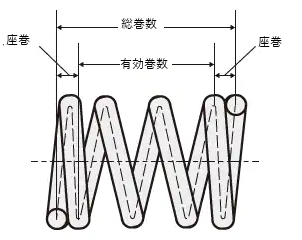
4.巻数・巻方向
ばねの巻数は総巻数、有効巻数、座巻数に分かれます。有効巻数は、ばねとして働く有効な巻き数のことです。総巻数とは、ばねに巻かれている部分の端から端までの全巻数です。
圧縮ばねは有効巻数は総巻数から両端の座巻数をひいたもので、座巻は両端各一巻が一般的です。この場合、有効巻数は総巻数から2を引いた値になります。
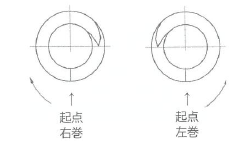
巻き方向は端末を起点とし、時計の針の回転方向に巻かれているものを「右巻き」、逆回転方向のものを「左巻き」と判断します。
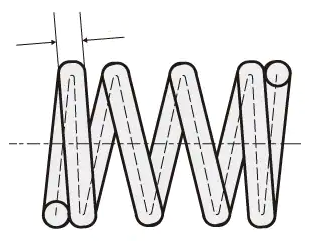
5.ピッチ
圧縮ばねのピッチの測定はコイル中心線と中心線の間隔をさしますが、実際にはコイルとコイルの隙間をノギスあるいはゲージで測定し、線径の値を加えてピッチの値とします。
(出典 ばねの寸法を測定する | ばね | イチから学ぶ機械要素 | キーエンス
ばね各部の名称 | ばね | イチから学ぶ機械要素 | キーエンス)
(参考文献:ばね 入門 日本ばね学会 日刊工業新聞社)
測定方法のポイントと注意点
ピッチが小さいばねや、線径が細いばねは測定が非常に困難です。困難な場合、画像寸法測定機などを使用することをおすすめします。
栄光技研株式会社では投影機を使用しています。投影機は、ばねを正確な倍率でスクリーンに拡大投影し、測定や検査がしやすい機械になります。
また圧縮ばねの密着高さ(コイルばねの互いに隣り合うコイルが密着したときの長さ)の測定は通常指定しません。指定している場合一般的には荷重測定機を利用して行います。
圧縮ばねは用途が広範囲にわたります。コイル径、自由長、ピッチの測定には一般的にノギスを使用するので、一通り使い方を理解しておくことが望ましいです。
栄光技研株式会社ではばねの測定方法はノギスや投影機、画像測定機などを用いて測定しています。同じ検査・試験をするにあたってもどのようなばねを用いるかで検査・試験状況が異なってきます。
試験機などを選定し、検査・試験を行うことが重要です。ばねの測定結果にバラつきがあるなど、お困りの方はお気軽にお問い合わせフォームまたはお電話でご相談ください。