ばね加工
2024年08月19日
最終更新日 2024年12月12日ばね製造をするとき熱間成形か冷間成形どちらの材料を選べばよい?ばね材料の特徴や違いを説明します。
ばねは線径や材料によって加工方法が異なります。加工方法は熱間成形と冷間成形の2種類あります。今回はばねを製造する際に熱間成形か冷間成形か判断するポイントや熱間成形の特徴について解説します。
実際に冷間成形にてばねを製造している動画です。
ばねの熱間成形とは
ばねの成形方法は常温で加工する冷間成形と材料を熱して加工する熱間成形があります。線径が細いと常温で加工できますが、線径が太くなると常温での加工が難しくなります。その場合、材料を約900℃まで加熱して成形する方法が熱間成形です。
冷間成形の詳細はこちらをご覧ください。
熱間成形ばねに向いている材料
熱間成形ばねの代表的な材質は「SUP」で表されるばね鋼です。線径が太く冷間成形ばねに比べて、大きな荷重を必要とする場合に使用します。小形のばねではなく、大形のばねに適用されます。
熱間成形ばねに向いている材料を一覧表にまとめたので、ご参考にしてください。
|
名称 |
代表的な種類の記号 |
|
シリコンマンガン鋼鋼材 |
SUP6、SUP7 |
|
マンガンクロム鋼鋼材 |
SUP9、SUP9A |
|
クロムバナジウム鋼鋼材 |
SUP10 |
|
マンガンクロムボロン鋼鋼材 |
SUP11A |
|
シリコンクロム鋼鋼材 |
SUP12 |
|
クロムモリモリブデン鋼鋼材 |
SUP13 |
ばねができるまでの熱間成形の工程
ばねができるまでの熱間成形の工程を分かりやすく図解にすると下記図になります。
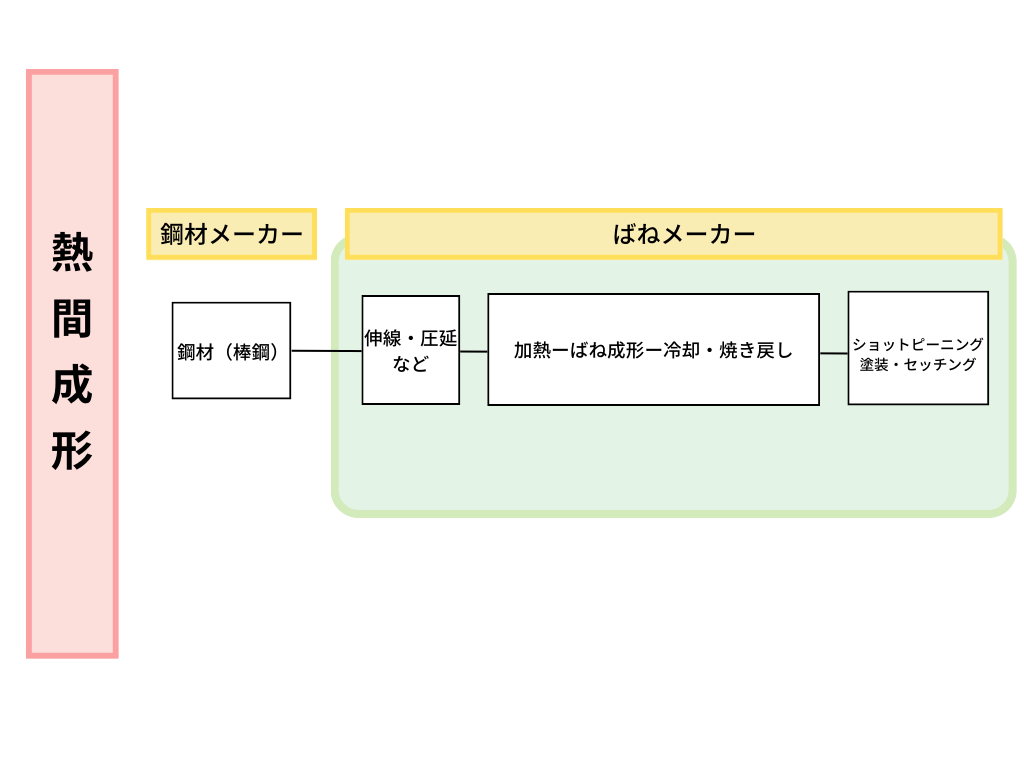
熱間成形で製造するばねは材料を加熱し成形をした後、直ぐに冷却して焼戻しを行います。直ぐに処理を行うことで、ばねに必要な強度を持たせることができます。熱間成形は成形して連続で熱処理を行うものや、成形後に一旦冷却して再度加熱して熱処理を行うものがあります。注意点として材料への傷付きや過熱による脱炭などに気を付ける必要があります。
熱間成形か冷間成形の選び方のポイント
ばねを製造する際、熱間成形か冷間成形で迷った時に判断するポイントは下記2点になります。
・線径
冷間成形できる線径の範囲は大体15㎜前後になります。16㎜以上になると熱間成形になります。
・荷重
荷重の大きいばねには、太い材料を使うため加熱し柔らかくしなければ、冷間成形することが難しいです。荷重の大きさも判断できる1つのポイントです。
それぞれの特徴を考慮して最適な成形方法を選択しましょう。
(参考文献:ばね 入門 日本ばね学会 日刊工業新聞社
はじめてのコイルばね設計 山田学 日刊工業新聞社
ばね 基礎のきそ 蒲久男 日刊工業新聞社)
栄光技研株式会社では冷間成形のみばね製造を行っております。熱間成形か冷間成形か判断する要素は線径や荷重で判断することが多いですが、材料や形状などで判断に悩むことがございましたら、お気軽にお問い合わせフォームまたはお電話でご相談ください。